@ Copyright 2008 CPM GROUP SRL UNIPERSONALE - Tutti i Diritti Riservati
Via degli Arcipressi 35 - 50143 Firenze | email: info@cpm-group.it | Ufficio: 055 710234 | Mobile: +39 335 6628870 | Partita IVA: 0587787048





Le tecnologie impiegate per la fabbricazione sono basate essenzialmente su lavorazioni a freddo che inducono sul materiale deformazioni plastiche con un conseguente e benefico incrudimento meccanico locale; le conseguenze metallurgiche della fabbricazione sono dunque vantaggiose e le tolleranze di fabbricazione sono estremamente ridotte.
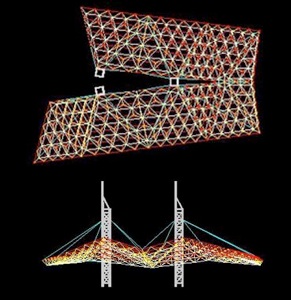
Trattandosi di un sistema semplice a due componenti (asta e nodo) la fabbricazione è caratterizzata da un sufficiente grado di prefabbricazione e da un ottimo livello di standardizzazione. Essendo poi la struttura completamente disassemblabile, il sistema è ottimale anche per quel che riguarda la facilità di trasporto.La dimensione dell'asta è scelta sulla base del progetto esecutivo strutturale, sia nel diametro che nella sezione.
La realizzazione dei componenti del sistema GEO parte dagli acciai e dalle leghe d’alluminio con proprietà meccaniche avanzate, presenti comunemente in commercio. In particolare, il sistema GEO usa leghe composte ALLUMINIO-MAGNESIO-SILICIO che vengono raggruppate dalla designazione dell’Aluminium Association sotto la sigla serie 6000.
Confrontando le prestazioni della lega di alluminio serie 6000 con quelle dell’acciaio di uso corrente (Fe360 o Fe430), è evidente come queste siano altamente competitive in termini di stati tensionali; più precisamente, essendo il peso ed il modulo elastico dell’alluminio circa pari a 1/3 di quello dell’acciaio, i valori di rendimento meccanico e del fattore di deformabilità delle leghe di alluminio sono circa 3 volte quelli dell’acciaio.
Nell’ottenimento di tali risultati riveste grande importanza il tipo di trattamento termico che viene operato sulla lega; normalmente tali risultati prestazionali sono collegati a cicli di invecchiamento artificiale che vengono designati come stato T5 e T6 del materiale. Sono possibili vari tipi di trattamento termico che possono essere d’aiuto per esigente particolari.
Aste di collegamento
Le aste sono costituite da profilati tubolari tondi il cui diametro esterno e lo spessore variano in funzione dei calcoli strutturali. Il gruppo terminale di collegamento delle aste è costituito da un tronco di cono in lega d’alluminio o in acciaio, bullone in acciaio ad alta resistenza con gambo esagonale, manicotto di trascinamento esagonale in lega di alluminio o in acciaio, ed anello di fissaggio in acciaio inox.
Il fissaggio tra terminale conico e profilo tubolare è effettuato tramite rullatura cosicché l’asta non presenterà saldature (né a vista né interne al tubo stesso), né viti o dadi in vista dopo il montaggio; sarà inoltre priva di fori o asolature sia sul tubo che sul raccordo conico o sul manicotto esagonale.
Nodi sferici
I nodi, di forma sferica, pieni o cavi all’interno, in un unico pezzo, presentano una serie di fori filettati con sfaccettature piane, il cui numero è adeguato alla struttura reticolare da realizzare.
TRATTAMENTI
LEGA DI ALLUMINIO:
Le aste (profilato tubolare e gruppo terminale) e i nodi possono essere trattati con procedimento di ossidazione anodica colore naturale. I profilati tubolari possono essere verniciati con preparazione di cromatazione Alodine 1200 e verniciatura con polveri poliestere polimerizzata a 190°C (secondo le norme italiane ed estere UNICHIM-DINASTM).
ACCIAIO:
Il gruppo terminale ed i nodi possono essere zincati a freddo (zincatura elettrolitica), mentre i profilati tubolari possono essere zincati a caldo e verniciati, nei colori della tabella RAL, con polveri poliestere. I bulloni possono essere zincati a freddo (zincatura elettrolitica), anche con trattamento Dacromet.
ACCIAIO INOX:
Per gli elementi in acciaio inox è disponibile una finitura naturale ed una finitura spazzolata.

PRODUZIONE E MATERIALI